 360度弯管360度弯管是采用成套弯曲模具进行弯曲的,主要用以输油、输气、输...
360度弯管360度弯管是采用成套弯曲模具进行弯曲的,主要用以输油、输气、输...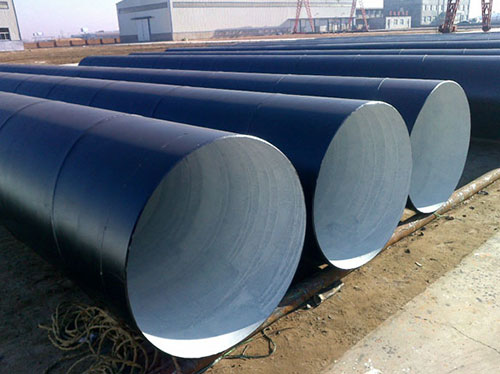 环氧煤沥青防腐螺旋钢管环氧煤沥青螺旋钢管采用的环氧煤沥青,环氧煤沥青具有优异的电绝...
环氧煤沥青防腐螺旋钢管环氧煤沥青螺旋钢管采用的环氧煤沥青,环氧煤沥青具有优异的电绝... 大型法兰大型法兰指的是超出了 有关部门所规定的尺寸的法兰。一...
大型法兰大型法兰指的是超出了 有关部门所规定的尺寸的法兰。一... 穿线弯管穿线弯管用作电线、电缆、自动化仪表信号的电线电缆保护管,规格...
穿线弯管穿线弯管用作电线、电缆、自动化仪表信号的电线电缆保护管,规格... 大口径对焊弯头大口径对焊弯头是弯头产品的一种,弯头在管道系统当中起到改变方...
大口径对焊弯头大口径对焊弯头是弯头产品的一种,弯头在管道系统当中起到改变方...一、螺旋焊管机组内、外焊装置:
内焊装置由OC2操作箱控制,外焊装置由OC3操作箱控制。OC2操作箱主要控制内焊头的前进、后退及后桥微调,由操作人员按照OC2操作箱上的操作铭牌,根据设备工作情况对内焊头和后桥进行调整。OC3操作箱主要控制外焊装置的升降和外焊头的升降。操作人员按照OC3操作箱上的操作铭牌,根据外焊工作情况对外焊装置进行调整。内、外焊头的移动均由直流力矩电机驱动,该电机具有堵转和短时过载特性。
二、螺旋焊管机组后桥及飞切小车:
后桥及飞切小车主要由OC4操作箱控制。飞切小车有手动、自动两种工作方式,正常情况下为自动工作方式,将手、自动开关打向自动位置,当钢管到达 个行程开关时,发出声光警号,操作人员作好切割工作,到达 个行程开关后,则小车顶轮升起,飞切小车随钢管一起向前运行,同时操作人员对钢管进行切割,切割完毕后,将手自动开关打到中位,顶轮下降,人工将飞切小车推向原位。然后,操作OC4操作箱上的拨器开关,将钢管拨出。当钢管离开后桥滚向台架后,将拨管器回归原位,同时将手、自动开关打向自动位置,等待下一根钢管切割准备工作。
